





Eelised
► 100% (40 ℃) töötsükkel;
► Lõikevool on pidevalt reguleeritav, sobib nii õhukese kui paksu plaadi keevitamiseks;
► Lõikamine lõpetab automaatselt, kui puudub õhurõhk või hüdrauliline rõhk, et kaitsta põletit põlemise eest;
► Seal on kaare sünkroonimissignaali ja kaarepinge signaali konnektorid, mida on lihtne automaatseks lõikamiseks ja mis sobivad eriti hästi sobitamiseks arvjuhtimismasina ja robotiga;
► Lõikevoolu tõusu saab reguleerida, et vältida düüsi ja elektroodi kahjustusi;
► Kaare löömise signaal, kaare rõhu signaal, õhuvarustuse juhtimine ja kaare rõhu väljundfunktsioon muudab selle spetsiaalselt sobivaks CNC ja roboti lõikamiseks;
► Saadaval on kaks paralleelset masinat, kahekordne väljundvool, et lõigata eriti paksu materjali hästi;
► Masina kasutatav seadistus, digitaalne ekraan muudab selle spetsiaalselt sobivaks masinate ja robotite kasutamiseks.
Peamised parameetrid
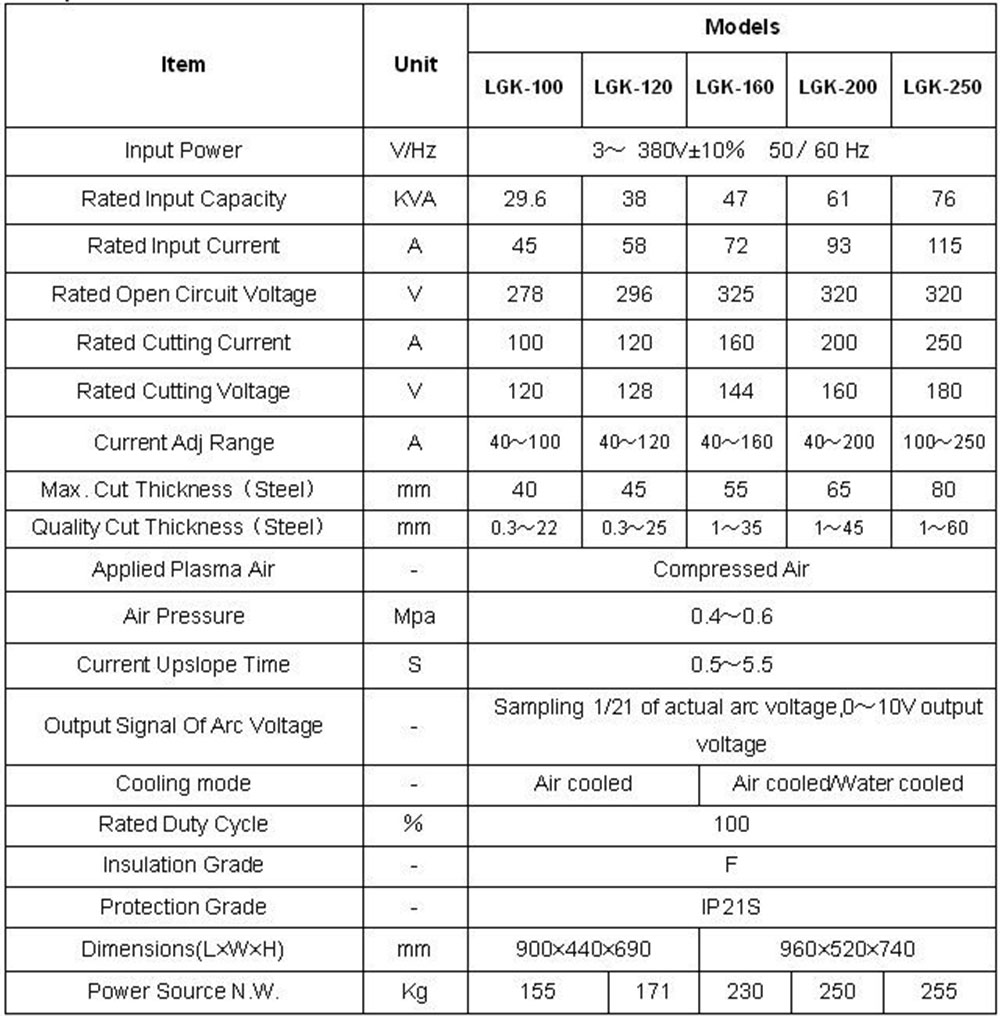
2. Plasma gaasi tingimused
Töörõhu vahemik: 0,4 MPa ~ 0,6 MPa
Gaasivarustustoru survetugevus: ≥1 MPa
Gaasivarustustoru sisemõõt:≥Φ8
Gaasivarustusvoog:≥180L/min
Filtreerige vesi gaasist ja pange see lõikurisse
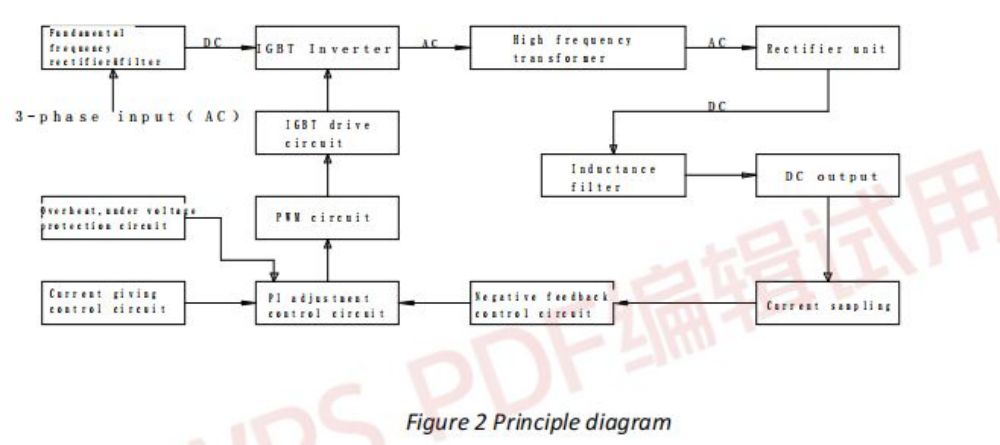
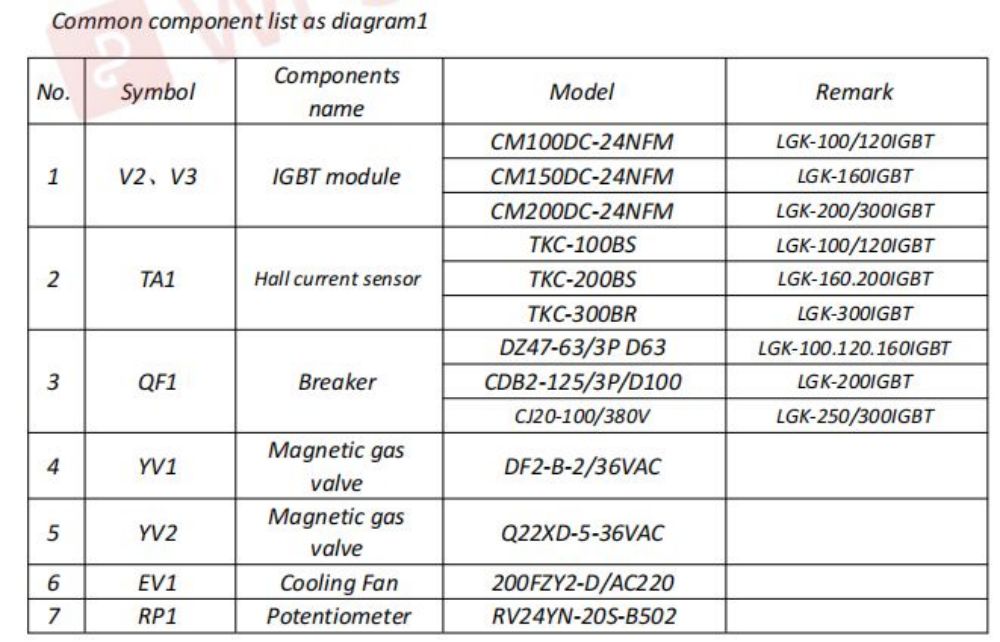
Tööpõhimõtted
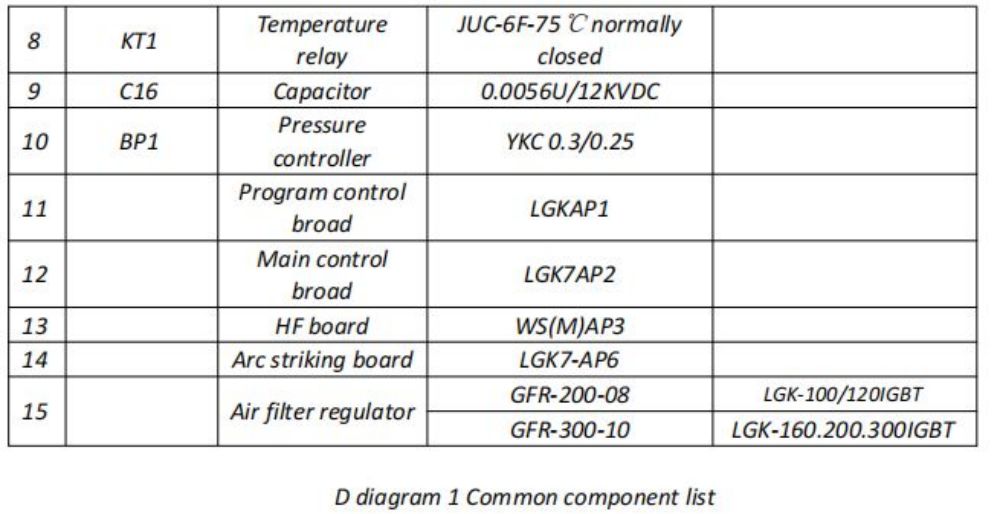
Lõikemasina juhtimisahel kasutab inverteri peamise lüliti komponendina täiustatud elektroonilist osa IGBT.Kolmefaasiline vahelduvvool muudetakse pärast kolmefaasilise alaldi alaldamist 20 kHz kõrgsageduslikuks alalisvooluks.Seejärel muundatakse IGBT-inverteri funktsiooni all alalisvool vahelduvvooluks kõrgsagedusvooluks, mis muundatakse pärast kõrgsagedustrafos pinge vähenemist alalisvooluks, vool alaldub kiire taastumisdioodis.See alalisvool filtreeritakse läbi reaktori ja saadakse väljundi lõikevool.
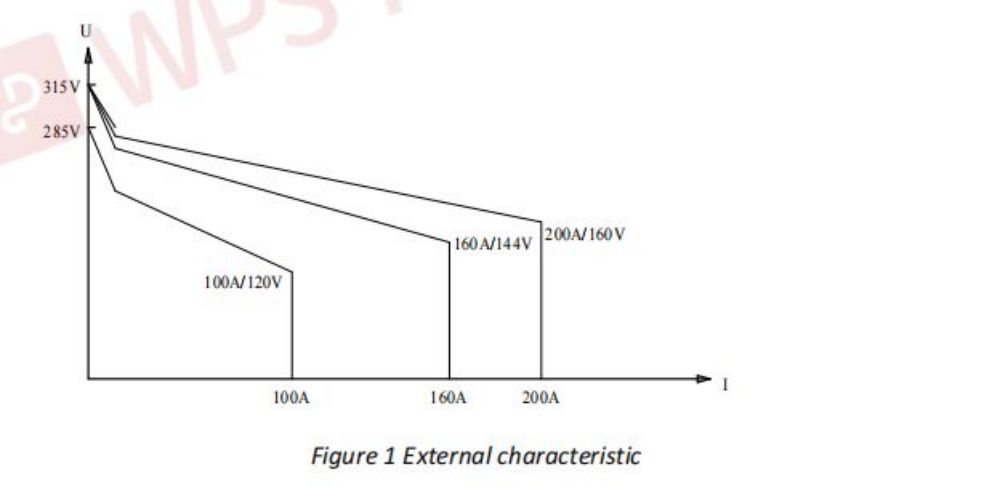
Juhtahel saab juhtida väljundvoolu, reguleerides juhitavat impulsi laiust.Reaalajas lõikevoolu, mis saadakse väljundklemmiga järjestikku ühendatud vooluanduri kaudu, kasutatakse negatiivse tagasiside juhtsignaalina.Pärast voolu reguleerimissignaaliga võrdlemist saadetakse negatiivne juhtsignaal PWM-i reguleerivasse integraallülitusse, seejärel väljastatakse juhitav impulss IGBT juhtimiseks.Seeläbi saab säilitada konstantset väljundvoolu ning saavutada järsu languse ja konstantse voolu väliskarakteristiku.Löögikaar võtab kasutusele kõrgsagedusliku löömismudeli.Põhiahel viitab lisa joonisele 1, ja juhtimisahela põhimõtteskeem on näidatud joonisel 2.
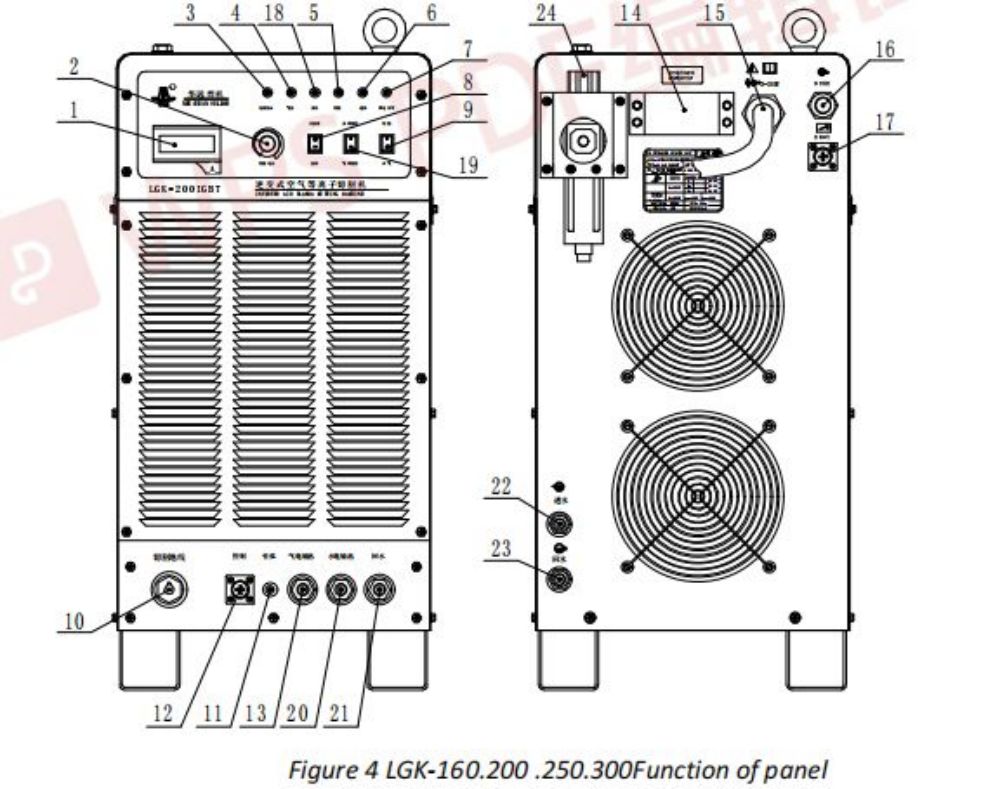
Paneel ja selle funktsioonid (LGK-100 vt joonis 3, LGK-160/200/250/300 vt joonis 4)
1. Digitaalne ampermeeter: eelseadistatud lõikevoolu kuvamine enne lõikamist, lõikevoolu kuvamine lõikamisel
2. Lõikevoolu reguleerimise nupp: lõikevoolu reguleerimine
3. Toite indikaatorlamp: näitab, kas lõikur on pinge all.
4. Õhurõhu indikaatorlamp: põleb, kui suruõhu rõhk ületab 0,2 MPa.See on VÄLJAS, kui rõhk on alla 0,15 MPa.
5. Lõikamise märgutuli: kui tuli SEES, tähendab, et lõikemasin on käivitunud.
6.Ülekoormuse märgutuli: see põleb, kui lõikur on ülekoormatud (üldiselt põleb, kui jahutusventilaator on kahjustatud.)
7. Sisendrikke indikaatorlamp: see põleb, kui toiteallika faas puudub või see on alla 330 VAC.
8. Gaasi juhtimise valikulüliti: kui see lülitub asendisse Kontrolli õhku, avaneb gaasiventiil, et kontrollida gaasivoogu.Kui see lülitub lõikamisele, avaneb gaasiventiil lõikamise ajal automaatselt.
9. Põleti töörežiimi valiku lüliti: kui see lülitub sisse kaheastmelise režiimi, tuleb põleti lülitit lõikeprotsessi ajal vajutada ja lõikamine peatub pärast lüliti vabastamist.Kui see lülitub sisse 4-Step, vajutage põleti lülitit ja vabastage see, lõikamine hakkab tööle ja peatub pärast lüliti uuesti vajutamist.
10. Maandusjuhtme väljalaskeava lõikamine: lõikava maandusjuhtme ühendamiseks
11. Põleti juhtklemm: Põleti juhtjuhtme ühendamiseks.
12. Põleti juhtväljund: Põleti juhtsignaali juhtme ühendamiseks.
13. Õhu ja võimsuse väljundklemm: praegune väljundklemm on ka suruõhu väljundklemm.See on gaasitoru pistik vesijahutusega põleti ühendamiseks, kui kasutatakse vesijahutusega põletit, ja see pistik põleti gaasijahutusega kaabli ühendamiseks, kui kasutatakse õhkjahutusega põletit.
14. Varujuhtme auk kaarepinge väljundi jaoks: kaarepinge väljundjuhet ei ole ühendatud, kui masin on valmis.Vajadusel avage lõikuri ülemine kaas ja kasutage kahesoonelise juhtme ühendamiseks plaadi LGK7-AP5 juhtmeklemmi, millel on kahte tüüpi väljundsignaal, millest üks on 1:1 väljund ja teine 1. :20 väljund, palun Joonis 3 LGK-100 Paneeli funktsioon Ühendage juhe vastavalt nõuetele ning pöörake tähelepanu negatiivsele ja positiivsele elektroodile.
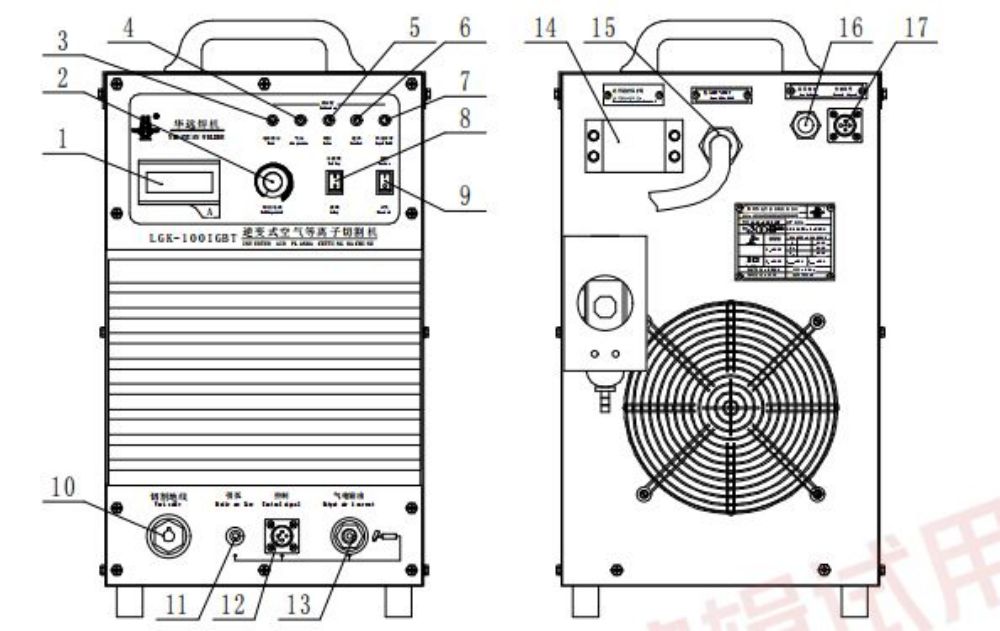
15. Juhtsignaali pistik: automaatsete lõikeseadmete juhtimiseks
16. Toiteallika lüliti: reguleerige lõikuri 3-faasilise toiteallika SISSE/VÄLJA
17. Õhurõhu reguleerimise filter: suruõhu töörõhu reguleerimiseks ja vee õhust filtreerimiseks
18. Hüdraulilise rõhu indikaatorlamp: ühenda jahutusveevarustus, kui veevool on suurem kui 0,45L/min, põleb lamp.
19. Gaasjahutusega põleti/vesijahutusega põleti valikulüliti: gaasjahutusega põletit kasutatakse ainult siis, kui see lülitub gaasjahutusele, ja vesijahutusega põletit kasutatakse valitud vesijahutusrežiimis.
20. Vee/toite väljundklemm: lõikevoolu väljundklemm on ka veeväljundi klemm, seda kasutatakse vesijahutuskaabli ühendamiseks.
21. Põleti tagasivooluklemm: seda kasutatakse vee ringlussevõtu toru ühendamiseks.
22. Tagasivoolu terminal: seda kasutatakse veepaagi ringlustoru ühendamiseks.
23. Vee sisendklemm: seda kasutatakse veepaagi väljundtoru ühendamiseks.

